
- 하이라이트
- 사용 영역
- 특성
- 부속품



머시닝 전 또는 재클램핑 후 디지털(스위칭) 측정으로 현재 공작물 위치(공작물 영점)을 빠르게 검출
완성된 공작물에서 간격, 개별 포인트, 각도, 내경 및 외경, 그루브, 웹을 디지털 방식으로(스위칭) 측정
1초당 1000 측정값의 분해능으로 공작 기계 공작물 윤곽 아날로그 스캔 규정 윤곽과의 오차가 머시닝 클램핑에서 이미 감지됩니다.
측정 시스템의 구조가 모듈러 방식이어서 특수한 측정 목적에 맞게 고객별로 조정할 수 있습니다. 이를 위해 BLUM은 익스텐션 피스 및 앵글 피스와 같은 폭넓은 부속품을 제공합니다.
제작한 공작물의 가공 오류 및 가공 오차 준수 여부를 클램핑 이완 전 컨트롤 측정으로 검사
머시닝 단계 사이에서 또는 머시닝 단계 후 어댑티브 머시닝 및 프로세스 컨트롤을 위해 변수 확인
최신식 측정 메커니즘과 뛰어난 측정력으로 금속 가공유 내에서도 신뢰할 수 있는 빠른 측정
극한의 조건에서 연속 생산에 완벽하게 적합
공작물 측정 및 규정 치수와 비교하여 공구 마모 보상
온도에 따른 머시닝 센터의 열 거동 보상



적용 사례

BLUM 측정 프로브 TC76-DIGILOG를 이용한 기어휠 아날로그 스캔
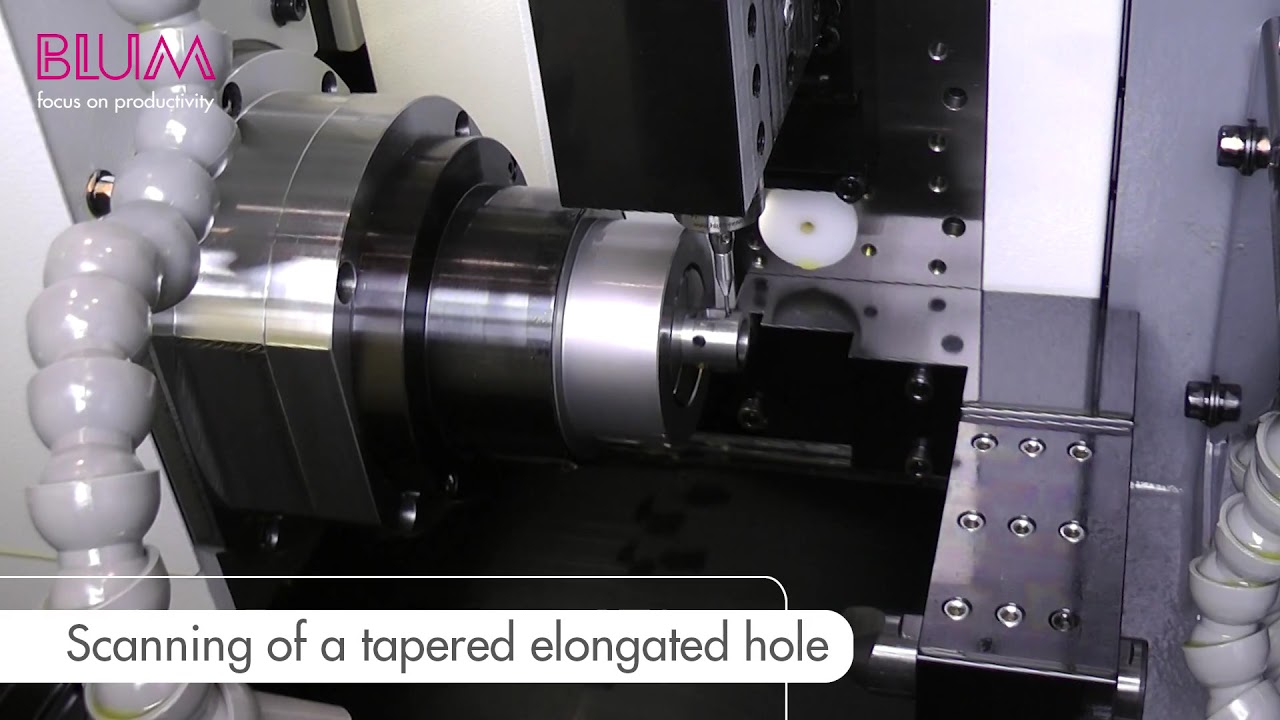
측정 프로브 BLUM TC76-DIGILOG를 이용한 슬롯 아날로그 스캔



