
The MILLTURN machines supplied by WFL are used around the world to produce complex parts to very high tolerances. These include compressor rotors, for which the company from Linz in Austria has now developed a highly productive method for automated complete machining. A key component of this solution is the TC63-DIGILOG probe by Blum-Novotest, which is used to scan workpiece contours in a matter of seconds without the need to unclamp the workpiece from the machine.
The Tooling Solutions division within WFL Millturn Technologies specialises in cutting complicated machining sections. The goal pursued in Linz is to use intelligent tool solutions to manufacture a complex workpiece with even greater speed and precision. One example of this is the test workpiece of a Roots-type rotor. The part is the slide for a rotary-vane compressor, and is made of GG 60 grey cast iron, measuring around 400 mm long with an outer diameter of roughly 160 mm. By using special forming cutters, it turns and mills this rotor on the M40 MILLTURN machine down to gauge block standard in grinding quality. It does this automatically in a 24/7 operation, resulting in significantly shorter machining times.
Up till now, grinding was required during the rotor manufacturing process because the necessary accuracy and surface quality could not be achieved by milling. “Although the new process does not allow us to dispense with grinding in all applications, it is however sufficient that our procedure substantially reduces the amount grinding that is necessary. That is because grinding on cylindrical and profile grinding machines is always an extremely time-consuming and costly operation when it comes to compressor rotors,” explains Product Manager Manfred Baumgartner, who heads up the WFL Tooling Solutions division. “Incidentally, the finish milling for the Roots-type rotor shown, is divided across three different forming cutters and the transitions between the mills is corrected with the help of automatic measurements. Therefore, we need the combination of high-tech tools, a control component and optimum measurement technology.”
Taking measurement technology to an elite level
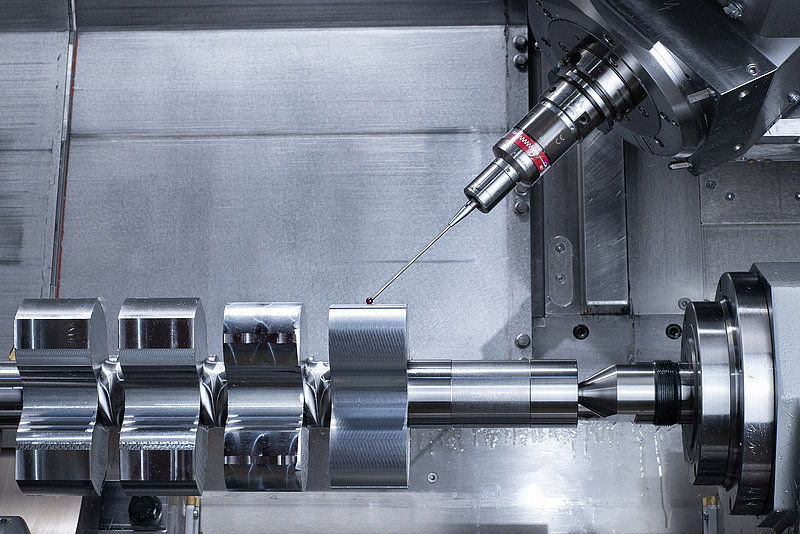


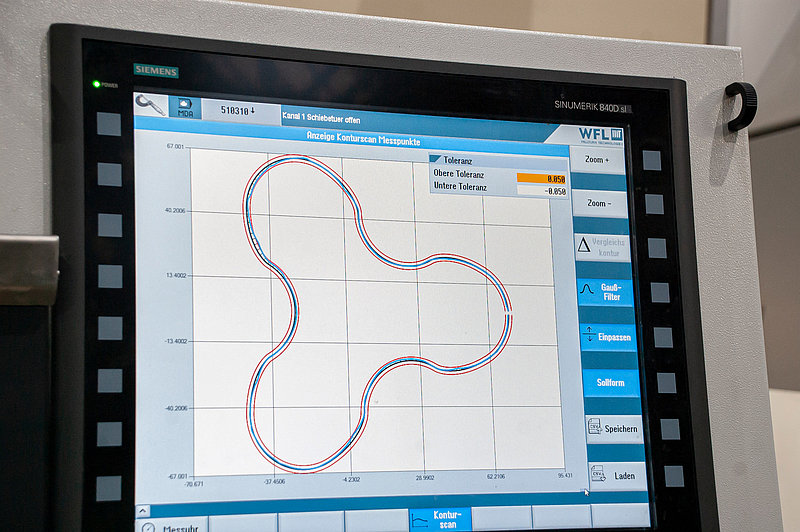





During the finishing process, the workpiece is initially prefabricated to an excess of a couple of tenths of millimetres. This contour is measured on the machine. For this purpose, the digital and analogue TC63-DIGILOG touch probe by Blum-Novotest is used on the machine. This allows the engineers in Linz to scan the entire circumference of the milled profile without unclamping the workpiece from the machine. In this way, the component’s geometrical accuracy and concentricity is determined “in double-quick time”, staff at WFL emphasise. From the resulting contour – which is also shown on the display of the control system – an algorithm calculates the optimum corrections for every tool engagement. Based on these correction values, the tool is then moved in two directions for the next machining step and twisted about the C-axis. The actual geometry is thus adjusted to the target geometry using these three axes. The target geometry, which appears on the display as a black curve, is aligned in this case with the 3D model of the component. This data is provided by the 3D-CAD and CAM system from which the programmer also derives the NC data.
WFL has been integrating measurement technology by Blum-Novotest in its machines for many years, although usually the laser systems, which is used for tool measurement. When BLUM unveiled the digital and analogue touch probe with a shark360 DIGILOG measuring mechanism some years ago, WFL was immediately interested in the scan probing process that it enabled. However, the WFL was initially focussed on automatic roughness measurement, which is also made possible using the digital and analogue RG series probe in this case the TC63-RG. Since then, MILLTURN machines can perform roughness measurements on demand and automatically as part of an in-process solution that eliminates the need to open the machine door, which would otherwise be necessary using the normal manual method of determining roughness values. This presents enormous advantages in production, especially for the automated processes used during unattended operation. Building on the positive experiences gained using the RG probe, WFL came to the idea of using scan probing with the DIGILOG series of touch probes for automatic concentricity measurement. This was the second application implemented that has since been sold by WFL. In this case, the probe generates thousands of analogue measured values in a matter of seconds by ‘scanning’ the surface at up to two metres per minute. These values are then transmitted wirelessly and interference-free in a matter of milliseconds to a receiver in the machine room.
“Without the BLUM measurement technology, we could not have implemented the project with the forming cutters in this way. With the DIGILOG probe, we only need twenty to thirty seconds, and this includes the evaluation,” emphasises Manfred Baumgartner, as he refers to the challenges involved in manufacturing compressor rotors: “This level of accuracy extends to the entire cylinder area; the application of our solution for the rotors is pretty much at an elite level. After all, if it works here, it will also work with other applications.”


