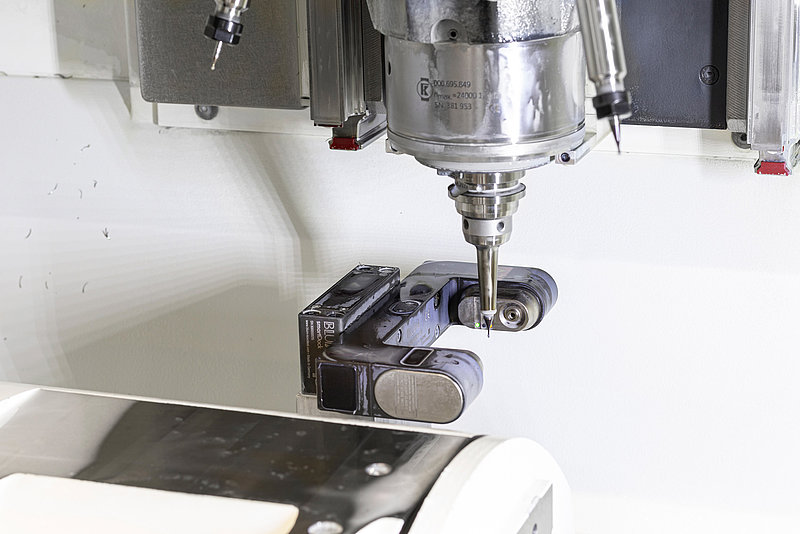
Rund um Tuttlingen finden sich Medizintechnik-Spezialisten aller Größen und Bereiche. Bei der Günter Stoffel Medizintechnik GmbH in Wurmlingen stellen hochpräzise CNC-Bearbeitung und traditionelle Handwerkskunst die Basis des Firmenerfolgs dar. Die Produktivität sichern Messtaster, Lasermesssysteme und Tastköpfe von Blum-Novotest, indem sie die mannlose Fertigung winzigster Bauteile ermöglichen.
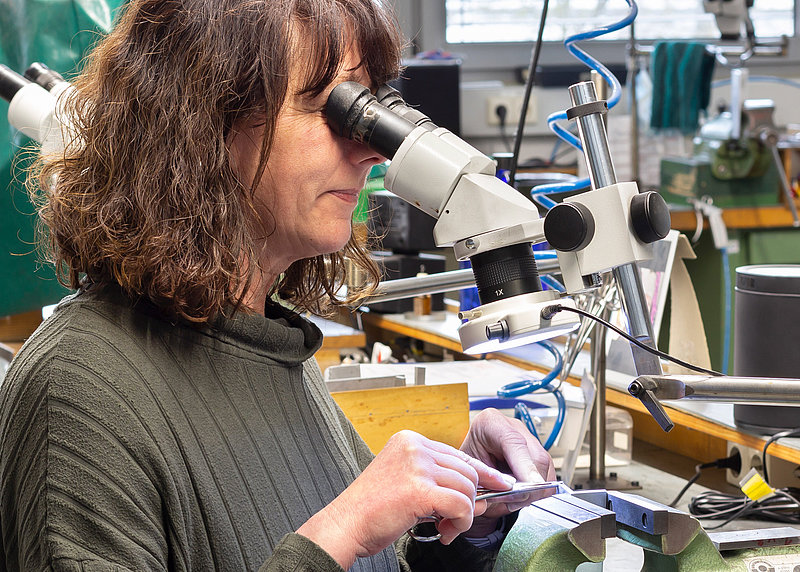
„Allen Stoffel-Instrumenten gemeinsam ist höchste Präzision. Ob bei den winzigen Löffelchen der Biopsiezangen, deren Schneiden auf den hundertstel Millimeter genau aufeinandertreffen müssen, um sauber zu schneiden, oder den Pinzetten mit winzigsten Zähnchen an der Spitze – stets geht es bei uns darum, so genau zu fertigen, dass sich die mehrteiligen Instrumente montieren lassen und sauber funktionieren“, unterstreicht Geschäftsführer Dieter Stoffel. „Dabei decken wir bis auf das Elektropolieren alle Fertigungsschritte im eigenen Haus ab.“ Auf hochmodernen CNC-Zentren gefertigte Bauteile werden von Hand entgratet, angepasst, poliert und montiert.